昨日からチマチマ削って、なんとか完了させました。
テラスではやり辛いので、ダンボールで囲ってテーブルで削りました。 それでもけっこう切粉が飛び散りました。

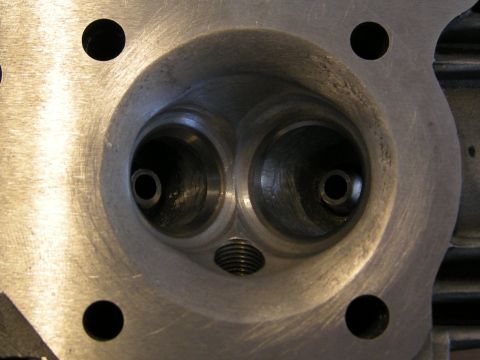
0.5mm面研した関係で、スキッシュエリアが小さくなってしまったので、燃焼室を削って広げました(直径で6mmくらい)。 ケガキを入れずに目分量で削った割には、うまく削れたと思います。
削る前の写真と見比べてみれば、違いが分かると思います。 シートリング周囲を削ったあとのエッジも面取りしました。
本当ならもっと全体的に削って半球状に近づけたかったのですが、そうすると燃焼室容積が増えるので、ピストン頭部を山型にする必要があります。 スパヘとかはそういう形状ですよね。
まだカッターの痕が残っていますが、面倒くさいのでそのままです。 どうせカーボンが付着するからいいんです。
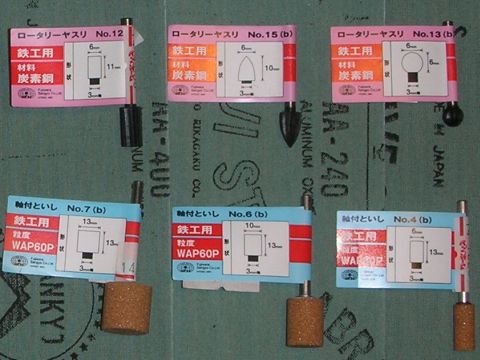
やはり砥石よりカッターの方が、断然よく削れますね。 この3つのカッターは必需品です(特に真ん中のヤツを一番多用しました)。 下段の砥石はほとんど使いませんでした。
研磨布は#150、#240、#400と3種類使いました。 こういう凹面を研磨する場合は、耐水ペーパーより研磨布がオススメです。
そしてインテークポート。 ステムガイドの周囲の肉は、リューターが届かないので半丸のヤスリでチマチマ削りました。 普通はステムガイドを抜き取ってやるらしいです。

マニホールド側からみると、こんな感じ。

エグゾーストポート。 短くて曲がっているので、こちらの方が削り辛かったです。

奥に削れていない部分が残っていますが、バルブシートを傷つけてしまいそうだったので、ムリはしませんでした。

ポート内壁の平滑度の違いで、公道ユースでの性能に有為な差が生じるとは思っていません(少なくとも自分は感じ取れないでしょう)。 もちろん、ビッグバルブ化で充填効率がアップしての性能向上には期待しているのですが。
それでもポートを削ったのは、鋳型の中子形状がイマイチだったからです。 インマニやエキパイに合わせて内径を広げましたが、真円に近づけるために削ったようなものです。
いろいろ勉強にはなったし集中できましたが、楽しいというよりは苦行でしたので、できればもうやりたくないですね。

JUNのビッグバルブを組み込んで完成です。 天気が良ければ、次の週末にでも取り付けてみたいと思います。